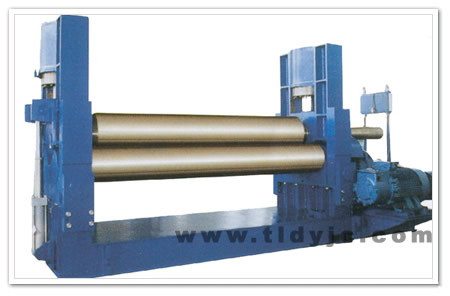
为使资料能从辊筒间取出,三辊卷板机上辊左端的轴承2做成可卸的,用压缩空气<或压力油>通人汽缸13的上部推进活塞14使活塞杆15向下运动,再经过铰链将活动机架1和轴承2拉下。

为使卷板机的轴承易于脱卸,上滚简的左端轴颈做成圆锥形。只要将压缩空气通人汽缸13的下郁。活塞14和活塞杆15向上运动,从而推进机架1和轴承2回复原状。在脱卸轴承时,为防止上辊筒左端掉下,在上辊筒的右端,应旋转手轮7,使压紧螺杆6压住上辊伸出端的球形部分。并可使上辊翘起,以支撑上辊不致下掉。上辊的右端轴承必须制成球形,它由球面轴承4和轴承衬5组成。
三辊卷板机根据卷圆变形的特点,卷圆进程可分为弹性变形、弹一塑性变形、纯塑性变形阶段。在桶身毛坯曲折的初始阶段,外曲折力矩不大,内应力的数值小于资料的屈从极限,仅在毛坯内部引起弹性变形,称为弹性变形阶段。当外曲折力矩的数值持续增大时,内应力超过了屈从极限,毛坯变形区内的变形由弹性变形过渡到弹一塑性变形和纯塑性变形。毛坯断面的上应力由外层拉应力过渡到内层压应力,中心必定有一层金属,其切向应力为零,称为应力中性层,其曲率半径用p表明。相同,应变的散布由外层的拉应变过渡到内层的压应变,其间 必定有一层金属的应变为零,即卷圆变形时,其厚度不变,称为应变中性层,其曲率半径用p.表明。这是精确核算卷圆毛坯打开尺度的根据。,即应力中性层与应变中性层重合,并在毛坯厚度的中心;当变形较大时,应力中性层和应变中性层却向内移,并且应力中性层的位移大于应变中性层的位移,在钢捅出产中,可选用下面经历公式确定应变中性层的方位三、卷板机的典型结构钢桶出产常用的中小型对称三辊卷板机,选用机械调理支撑两下辊筒的轴承装于左右机架中,侧辊(下辊)的轴端伸出机架外,经过齿轮、减速器与电动机衔接,两侧辊均由电动机驱动。操控操作手柄,能使辊筒作正反方向的滚动。上辊3的上下调理,是经过上辊压紧传动螺杆11两头的蜗杆带动蜗轮10来实现的,蜗轮10的内孔是和螺母9装固在一起,在螺母内有一升降的螺杆8,上辊筒的轴承就是由螺杆8支撑。当升降螺杆8由电动机带动旋转后,上辊简即能上下调理。上辊压紧传动螺杆11中心设有离合器12,只耍使离合器脱开,就可以使左面的蜗杆与蜗轮不滚动,这样上辊简便能调理成歪斜位丑。
|